
his two-part series of articles focuses on hardware compliance aspects of specific information technology electronics equipment, which includes mainframes, server computers, and subcomponents. The goal of this series is to provide our readers with a better understanding of the requirements for executing hardware compliance testing and certification, as well as the technical details of every compliance discipline.
In Part 1 of this series (see In Compliance Magazine, December 2023), we provided a technical overview of server components and subcomponents and discussed specifics regarding product safety regulations and testing. Part 2 of this series will address additional areas of regulatory compliance, including electromagnetic compatibility and environmental concerns. We’ll also discuss how IT equipment is tested and certified to compliance standards for worldwide shipments.
Testing for Electromagnetic Compatibility Compliance
EMC (electromagnetic compatibility) testing is a critical component of hardware compliance testing that evaluates a product’s ability to function correctly in the presence of electromagnetic interference and to emit low levels of electromagnetic emissions. This testing is necessary because information technology (IT) equipment, such as servers and server subcomponents, generates electromagnetic radiation and can be susceptible to interference from other devices and sources of electromagnetic radiation. The goal of EMC testing is to ensure that a product can operate without interfering with other devices and without being adversely affected by other devices or sources of electromagnetic radiation in the surrounding environment.
To ensure compliance with all the standards, a superset of worst-case test limits is utilized for each test case. If the worst-case limits are met, it can be safely assumed that the server or subcomponent meets all the requirements. Failure to meet these standards can result in interference with other electronic devices and legal consequences for manufacturers.
EMC testing typically involves two types of tests, emissions testing and immunity testing. In general, emissions testing measures the amount of electromagnetic radiation that a product emits when it is operating and includes radiated emissions testing, conducted emissions testing, and power line harmonics testing.
Immunity testing measures the product’s ability to function correctly in the presence of electromagnetic interference. Immunity testing involves exposing the product to various sources of electromagnetic radiation while monitoring its performance. Immunity testing includes electrostatic discharge (ESD) testing, radiated RF electromagnetic field immunity (RES) testing, electrical fast transient (EFT) testing, surge testing, conducted immunity testing, power frequency magnetic field testing, voltage dip testing, and voltage interruption testing.
The work of EMC compliance begins during the product development stage of the server. Because of the cost and schedule impacts of releasing new hardware, it is up to the EMC engineer to attend design meetings, review both electrical and mechanical designs as early in the process as possible, and provide feedback for design improvements that will ensure that the final design passes all the requirements of the standards.
Some of the early work includes reviewing electrical schematics to assess wiring and other criteria, such as electrical filtering. Printed circuit board (PCB) layouts are reviewed to ensure critical nets do not cross splits in adjacent reference planes, return current vias are present near layer transition vias, critical nets are not too close to the edge of a reference plane or another critical net, power and ground traces have adequate width for current carrying capacity, and decoupling capacitor density and placement is sufficient.
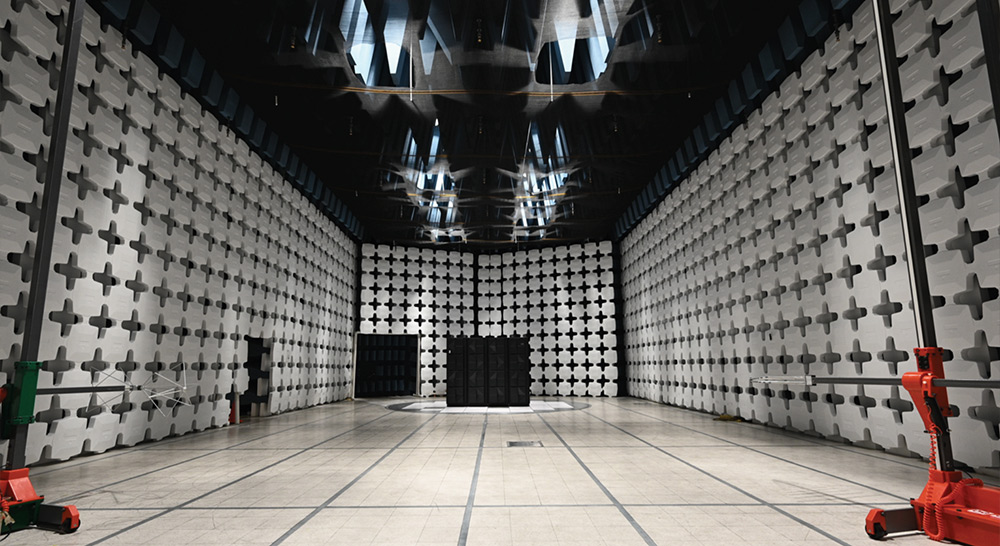
The EMC boundary is evaluated early on 3D mechanical CAD models to ensure that there are no openings or seams that could radiate or become susceptibility concerns during immunity testing. Shielding effectiveness testing is performed on early mechanically good hardware in a reverb chamber, as shown in Figure 7.

This early-stage hardware does not have any functional electronics inside. So, to perform the testing, the reverb chamber is filled with energy, and a broadband loop antenna is placed inside the drawer to see what energy is able to make its way inside. Copper tape is used to cover openings and seams to view the impact on the overall shielding and to determine where design improvements can be made.
There are many configurations offered for each server or server subcomponent. Customers can choose a desired I/O configuration, memory configuration, processor configuration, and many other options that will result in different components being installed in their system. When hardware is available for the final EMC test, it is important that the correct configuration is selected.
Selecting a configuration for EMC testing requires consideration of multiple factors to satisfy different worldwide countries’ requirements. The first consideration is to account for the typical/average client configuration, which is known from previous sales and projections. Second, every I/O card must be included up to the maximum quantity of the system if not covered by the typical/average configuration. If multiple vendors are supported for certain subcomponents, it must be ensured that hardware from each of those vendors is included in the configuration.
The objective of power line harmonics testing is to assess the level of harmonic distortion generated by the server or server subcomponent and to ensure compliance with regulatory standards and guidelines. Power analyzers are used to capture voltage and current waveforms, and harmonic analysis is performed to determine the harmonic content present in the system. The measured harmonic data is then analyzed to assess compliance with regulatory standards and guidelines.
To perform the testing, an ESD simulator is used to generate and apply both air and contact electrostatic discharges to locations likely to be touched at varying energy levels up to 8kV. Discharges are applied to each test point 25 times for air discharges and 1000 times for contact discharges to ensure the system is tested at different operating points as the system is exercised.
The objective of EMC RES testing is to ensure that the server and server subcomponents can withstand and operate reliably in their intended environments, which may be subjected to various electromagnetic sources such as radio frequency (RF) signals, electrical transients, electrostatic discharges, or conducted disturbances. These disturbances can originate from nearby electronic devices, power lines, communication networks, or other external sources.
Signal generators, power amplifiers, and antennas are used to generate and apply the electromagnetic fields to the server and server subcomponents in the range of 80MHz to 5GHz while operating under typical conditions. The fields may vary in frequency, amplitude, modulation, and duration, simulating real-world electromagnetic disturbances. Performance and behavior are observed and monitored during the exposure. Any malfunctions, deviations from expected behavior, or degradation of performance are noted and analyzed. The data is compared with specified acceptance criteria or relevant standards to determine resistance to electromagnetic disturbances.
An EFT generator is used to generate and apply electrical fast transients of varying energy levels, durations, and waveforms. Any malfunctions, deviations from expected behavior, or damage resulting from the transients are noted and compared with specified acceptance criteria or relevant standards to determine the resistance to electrical fast transients.
A surge is used to generate and apply controlled surge events of varying energy levels, waveforms, and durations. The surge generator applies surge impulses to the power supply lines or input/output (I/O) ports, simulating real-world surge disturbances that could occur in the operational environment. The DUT’s performance and behavior are observed and monitored during and after each surge event.
Signal generators, power amplifiers, and injection probes are used to generate and apply controlled conducted disturbances on power sources and I/Os. The disturbances may vary in frequency, amplitude, modulation, and duration, simulating real-world interference that could occur during operation. The performance and behavior are observed and monitored during and after each conducted disturbance and compared with acceptance criteria in the applicable standards.
Power sources are used to generate controlled voltage dips and interruptions that simulate real‑world variations in the power supply. The power source applies transient changes to the power input, causing voltage reductions or interruptions of varying magnitudes and durations. The DUT’s performance and behavior are observed and monitored during and after each voltage event.
In conclusion, EMC testing is a critical aspect of hardware compliance testing that evaluates a product’s ability to function correctly in the presence of electromagnetic interference and to emit low levels of electromagnetic emissions. Conducting EMC testing confirms that a given product meets the applicable standards and regulations, reducing the risk of interference with other electronic devices and legal consequences.
IT systems and devices are also subject to their share of environmental regulations. Compliance with these regulations will dictate whether or not a product can be marketed and/or sold in jurisdictions around the world. These environmental regulations do not just affect the electronic hardware itself but also supply chain issues and end-of-life management.
The EU has led the way with many regulations affecting IT equipment, and most EU regulatory agency labels include markings that directly connect with environmental compliance. The EU’s Restriction of Hazardous Substances (RoHS) Directive and the EU’s Waste Electrical and Electronic Equipment (WEEE) Directive are just some of the regulations and directives addressing environmental compliance issues that electronic companies must consider. However, there are other regulations not associated with labels and material declarations that companies must obtain from their supply chain partners.
Let us dig a little more deeply into these regulations and directives. First, we will look at the differences in legislation within the EU. The EU has directives and regulations. A directive is a legislative act that sets a goal all EU countries must achieve, but each country can devise its own laws on how to reach the goal. An EU regulation is a binding legislative act and is applied entirely across the EU.
Enacted in 2003, the EU’s RoHS Directive sets restrictions on substances (cadmium, mercury, hexavalent chromium, lead, polybrominated biphenyl (PBB) flame retardants, polybrominated diphenyl ether (PBDE) flame retardants) and phthalates unless an allowable exemption can be used. This allowable exemption gives the product manufacturer the ability to use a specific material in a specific situation for a specific category of product.
For example, while lead over 0.1% or 1,000 ppm by weight in the homogeneous material isn’t allowed in general, one EU allowable exemption for IT equipment is “Lead (Pb) as an alloying element in aluminum containing up to 0.4% lead by weight.”
To demonstrate conformity with the RoHS Directive, companies are required to have a Declaration of Conformity (DoC), a document stating that a given product is compliant with the Directive’s requirements. The Directive also requires having a regulatory agency label for the equipment with a CE marking. Since the EU implemented RoHS, nearly 30 other countries and jurisdictions around the world (including some states in the United States) have adopted environmental requirements comparable to those in the EU’s RoHS Directive.
The RoHS Directive works in conjunction with the EU’s WEEE Directive, which came into force in 2012. The WEEE Directive’s symbol on the agency label depicts a wheeled bin trash can with an X across it. The Directive focuses on the treatment of waste from electronic and electrical equipment, with the goal of minimizing the creation of electronic waste (e-waste) through the efficient use of resources and raw materials through reuse, recycling, and other recovery. It also focuses on improving environmental performance in the lifecycle of electronic equipment. The Directive’s recovery target for Category 3 equipment (electronics) is listed as 80% recycled, meaning that the Directive looks to recycle 80% of an electronic product at the end of its useful life. The WEEE Directive is focused not so much on restriction but on the sustainability and the circular economy of electronic products.
Moving on from some of the EU directives affecting labels, let’s now turn our focus to energy. Energy labels are another common label seen on electronic equipment, which verify that a given product has been evaluated for its energy efficiency. One of the more common energy efficiency labels seen today is the ENERGY STAR Label, which affirms energy efficiency compliance with standards established by the U.S. Environmental Protection Agency (EPA).
Compliance with energy efficiency requirements is based on the results and outcomes of various tests. These include testing for power consumption in standby mode, energy consumption management, power management features (whether the system can be optimized for energy efficiency), testing the power consumption in off mode, and the availability of standby or power-savings functions (such as screen saver modes on electronic devices).
Some of the labels require the amount of electricity used over a period or for a given number of uses (cycles) to be listed in kilowatt hours (kWh). This can help users to better manage their energy usage in the long run. All energy labels have strict energy efficient requirements, and, if a product does not meet these requirements, the label cannot be applied to the product. Conformity with the requirements designated by these labels is verified by a third party as well.
CA Prop 65 requires companies to place warning labels on their products when the chemicals or substances found in the products exceed the state’s legal limits. These limits are based on scientific research on chemical exposures. Companies handle compliance with these requirements in various ways. One way a company can show compliance with CA Prop 65 is to perform volatile organic chemical (VOC) emission testing. As previously mentioned, worst-case maximum configuration hardware undergoes VOC emission testing. This testing is all about capturing and identifying those chemicals that are “off-gassing” from the system, device, or component. The testing is performed using chambers and air sampling tubes. Once the tubes are analyzed, a risk assessment is performed, and the results are compared to exposure limits specified in CA Prop 65 and OSHA regulations.
Let’s first look at the Stockholm Convention. The Stockholm Convention is a global treaty aiming to protect human health and the environment from the effects of persistent organic pollutants (POPs). The Convention entered into force on May 17, 2004, and has 186 signatory countries to date (the U.S. has not yet signed the Convention). Signatory countries agree to adopt and implement regulations that restrict the POPs listed. Signatory countries are also required under the Convention to provide financial resources and take measures to eliminate the production and use of intentionally-produced POPs. The provisions of the Convention also require signatory countries to eliminate, where possible, unintentionally produced POPs and to manage the safe disposal of POP‑related waste.
There are three distinct categories for chemicals under the Stockholm Convention: elimination, restriction, and unintentional production. The specific category under which a chemical is classified determines the specific regulations that are applicable to that chemical. Elimination means that the chemical cannot be used in any form or for any use. Restriction means that a chemical can be used only in specified uses and circumstances. Unintentional production means that the chemical is a byproduct of a reaction or process.
There are currently 29 POPs listed within the Stockholm Convention. Regulations created by signatory countries to the Convention have mostly prohibited any of the chemicals from use unless there are unintentional trace contaminants of the substances. This includes substances, mixtures, and articles (an object which, during production, is given a special shape, surface, or design that determines its function to a greater degree than its chemical composition).
The requirements under the Stockholm Convention are not the only requirements or regulations restricting the use of a substance in a mixture or a product. The EU also restricts substances in mixtures or products under its REACH Regulation. The REACH Regulation has a few different aspects to it. REACH focuses on the production and use of chemical substances and their potential impacts on both human health and the environment. REACH, which took seven years to be approved in the EU and which finally entered into force in 2007, is the strictest chemical regulation to date.
Currently, any REACH-regulated substance for which production or importation exceeds one ton per year must be registered with the European Chemical Agency (ECHA). Each year, the ECHA and EU Member States conduct evaluations of the chemical substances that have been registered to determine the impacts on human health and the environment. At this point, the authorization and restriction aspects of the REACH Regulation come into play.
The authorization process focuses on substances of very high concern (SVHCs). This process looks to progressively replace these SVHCs with less dangerous substances or technologies where technically and economically feasible alternatives are available. The route to authorization starts when a Member State or the ECHA, at the request of the Commission, proposes a substance to be identified as an SVHC. Once it is identified, it is added to the Candidate List of SVHCs. Once on this authorization list, the substance can be restricted depending on the evidence regarding human health and the environment.
Restrictions are normally used to limit or ban the manufacture, the placing on the market (including imports), or the use of a given substance. But restrictions can also impose any relevant condition, such as requiring technical measures or specific labels. A restriction can apply to any substance, in a mixture or in an article, including those that do not require registration, for example, substances manufactured or imported below one ton per year.
All electronic systems and devices fall under at least one or more aspects of the REACH Regulation. Therefore, companies and their supply chain partners must pay attention to the requirements of the REACH Regulation in connection with products they produce or import into the EU.
The Eco Design Directive bans the marketing or sale in the EU of systems and devices within ten different product groups that fail to meet its minimum requirements. IT-related products that fall under the scope of the Directive include network, data processing, and data storing equipment.
Material declarations are how companies identify all of the potentially harmful substances in their systems, devices, and components to ensure compliance with RoHS requirements. Material declarations can range from full material declarations (a comprehensive list of substances within a particular product or material) to partial material declarations in which suppliers fill in what chemicals they use from an existing listing. These material declarations are how IT manufacturers manage their supply chains and determine for reporting regulations such as REACH what substances are in their products. Materials declarations come with a lot of data that must be managed. Seeing what is in the products helps to determine where products can be legally marketed or sold. Many times, material declarations are also tied to a company’s product lifecycle management (PLM) tools. Tying into PLM tools allows a company to know what substances are in a specific product. As previously noted, this information is then tied back into declarations required by regulations and reporting requirements.
Compliance with environmental regulations and requirements requires quite a bit of work before a product can legally be released on the market. The biggest hurdle we face when doing environmental compliance is material declarations, which must include materials and substances used by supply chain partners. Most companies’ largest struggle with environmental compliance is data management and visibility through the supply chain and the substances used by their suppliers.
In addition to hardware changes, new compliance regulations/standards may result in changes to the product plan. For example, this can occur during the release test cycle or post-product global availability. Depending on the timing of this change, support for new regulations may be included in the current test/certification cycle or may require re-test and re‑certification later.
If a regulatory change occurs after global product availability and requires retesting and recertifying of the hardware, a halt on product shipments may be required to allow the compliance team to recertify the hardware to the new requirements.


